 ES
ES
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体

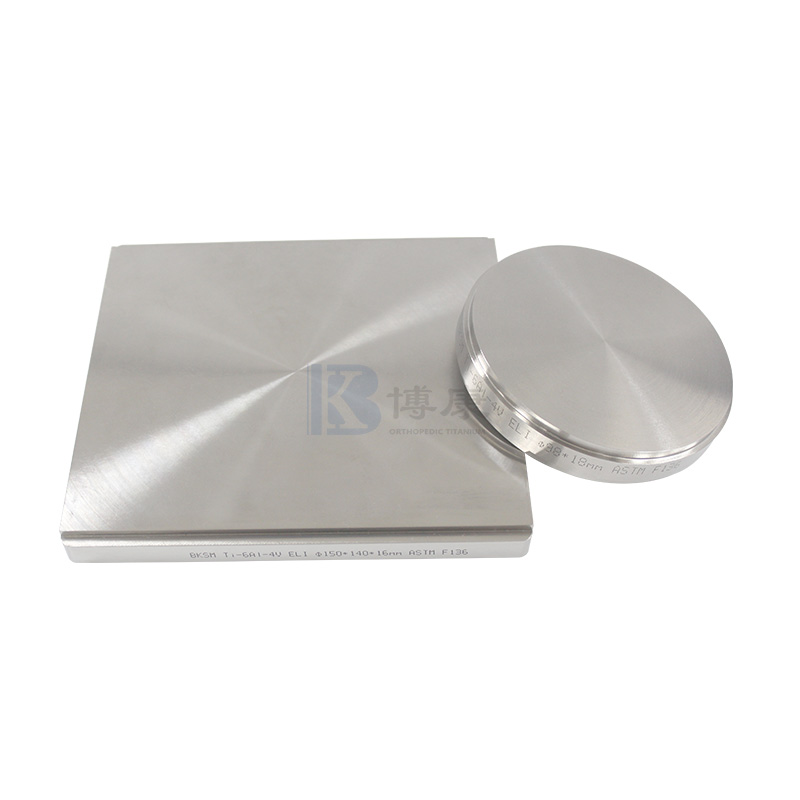







Inicio / Noticias / Noticias de la Industria / ¿Qué consideraciones de mecanizado se aplican a la fabricación de placas de titanio?
 Consúltenos
Consúltenos Consúltenos
Consúltenos
Derechos de autor © 2024 Changzhou Bokang Special Material Technology Co., Ltd. (ES) Reservados todos los derechos.
Fabricantes de varillas de titanio puro redondas personalizadas Privacidad

