¿Qué pasos incluye el proceso de laminación de placas de titanio (como laminación inicial, laminación en caliente, laminación en frío, etc.)? ¿Qué tipo de laminador se utiliza? ¿Cómo controlar la temperatura de laminación y la reducción para garantizar una microestructura y un rendimiento uniformes de la placa?
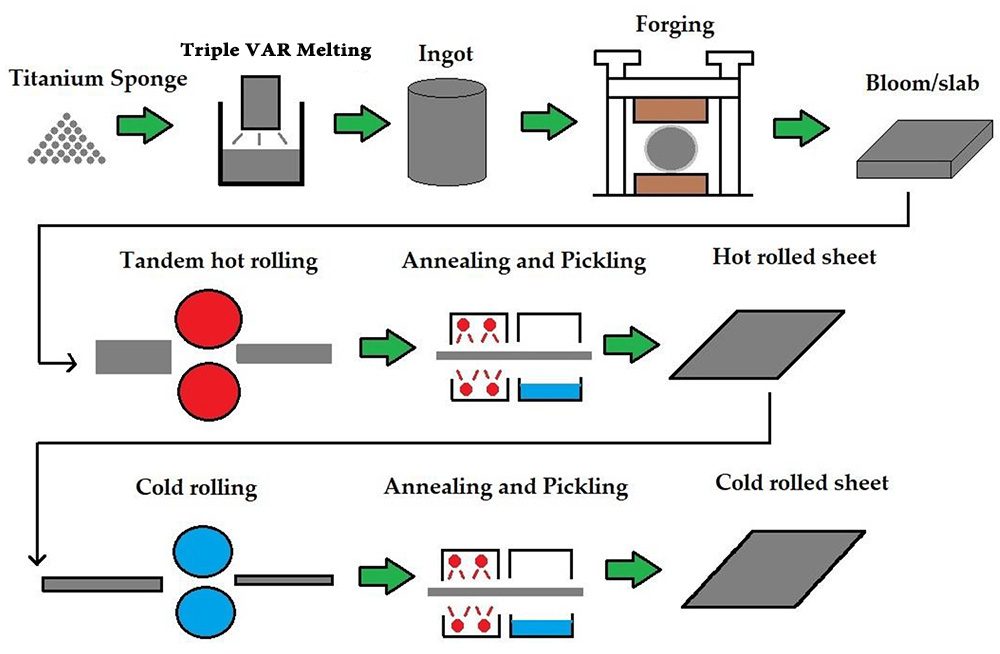
La laminación de titanio y placas de aleación de titanio Es un proceso complejo que integra la ciencia de materiales, el control mecánico y la optimización de procesos. Su flujo de proceso se puede dividir en tres etapas principales: laminación inicial, laminación en caliente y laminación en frío. Cada etapa corresponde a equipos de laminación y parámetros de proceso específicos.
(1) Etapa de rodadura inicial
El laminado inicial suele utilizar un laminador reversible de dos rodillos. Su tarea principal es romper la estructura cristalina columnar del lingote de aleación de titanio y lograr la deformación plástica inicial. En esta etapa, la temperatura de calentamiento del lingote debe controlarse estrictamente (generalmente 30-50 ℃ por encima de la región de la fase β) y los defectos de fundición deben eliminarse mediante múltiples pasadas de laminado de pequeña deformación (reducción por pasada ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. ha mejorado significativamente la uniformidad de la microestructura de la etapa de laminación inicial optimizando el proceso de homogeneización del lingote y combinando la simulación numérica para predecir la resistencia a la deformación.
(2) Etapa de laminación en caliente
La laminación en caliente utiliza un laminador irreversible de cuatro rodillos o un laminador universal para realizar un procesamiento de deformación grande en la región de dos fases α β. En esta etapa, los granos se refinan mediante recristalización dinámica y se debe controlar la temperatura de laminación final (generalmente no menos de 850 ℃) para garantizar la plasticidad del material. Se utiliza un horno de calentamiento tipo caja junto con un sistema de compensación de calentamiento por inducción para lograr una precisión de temperatura de ±10 ℃. La distribución de la reducción de las pasadas de laminación en caliente sigue el principio de "pirámide", es decir, las primeras pasadas utilizan una reducción del 20-25% y las pasadas posteriores aumentan gradualmente hasta el 35-40%, combinado con un rápido proceso de enfriamiento con agua entre pasadas para evitar eficazmente el crecimiento excesivo del grano.
(3) Etapa de laminación en frío
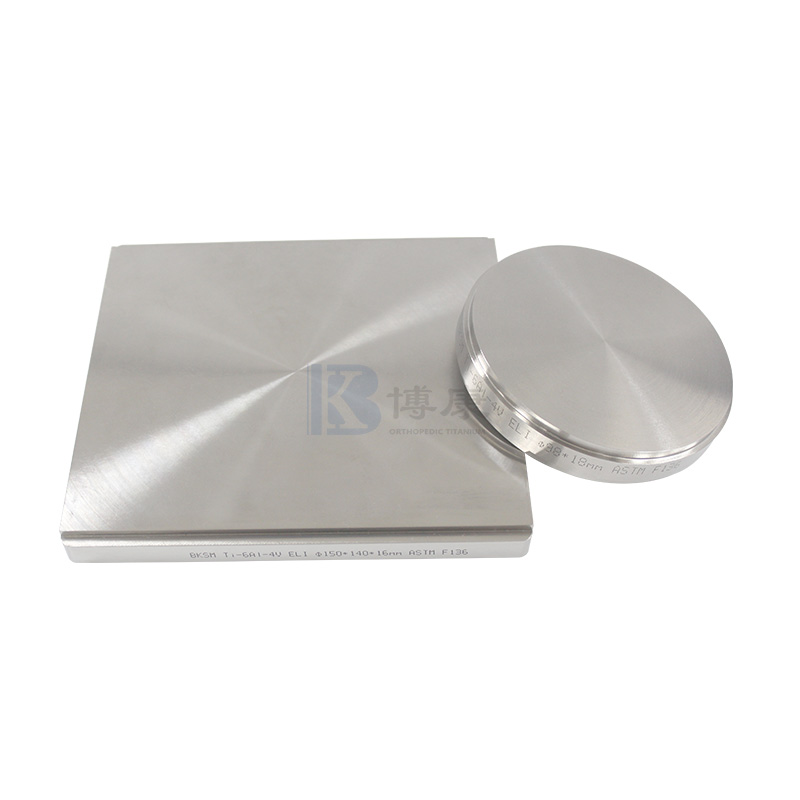
El laminado en frío se lleva a cabo en un laminador en frío de cuatro o seis rodillos, principalmente para mejorar la calidad de la superficie y la precisión dimensional de la placa. Es necesario utilizar múltiples pasadas de laminado de pequeña deformación (reducción de una sola pasada ≤10%) combinadas con un proceso de recocido intermedio, y la deformación acumulada puede alcanzar más del 80%. Changzhou Bokang ha aumentado la precisión del control de la forma de la placa a ±5 μm mediante la introducción de la tecnología de cruz de rodillos. La rugosidad de la superficie de las placas de titanio de grado médico que produce es Ra≤0,2μm, alcanzando el nivel líder internacional.
La selección del equipo de laminación de titanio afecta directamente a la calidad de la placa final y debe diseñarse de acuerdo con las características del material:
(1) Selección del tipo de laminador
Laminador primario: se utiliza un laminador reversible de dos rodillos de extremo cerrado, equipado con un sistema hidráulico AGC (control automático de espesor), y la relación de diámetro del rodillo se controla entre 1,8 y 2,2 para optimizar la condición de mordida.
Laminador en caliente: Se utiliza un laminador irreversible de cuatro rodillos, con un diámetro de rodillo de trabajo de 350-400 mm y un diámetro de rodillo de soporte de 1400-1600 mm, equipado con un sistema de rodillo doblador y un dispositivo de desplazamiento de rodillo, y la precisión del control de la forma de la placa alcanza ±15I.
Laminador en frío: se utiliza un laminador de seis rodillos con sistema de rodillos combinado UC/VC, la carrera de desplazamiento axial del rodillo intermedio es de ±150 mm y se utilizan un medidor de velocidad láser y un medidor de espesor para lograr un control de circuito cerrado.
(2) Optimización del material del sistema de rodillos
El rodillo de trabajo está hecho de una aleación a base de hierro con alto contenido de cromo (Cr12MoV) y la superficie está rociada con un recubrimiento compuesto de CrN/Al2O3 con una dureza superior a HV1200, que resiste eficazmente la adhesión del titanio. El rodillo de soporte adopta tecnología de fundición centrífuga de hierro fundido enfriado infinito, y la diferencia del gradiente de dureza de la superficie del rodillo se controla dentro de HS15 para garantizar la estabilidad de la forma del rodillo.
El control preciso de la temperatura y la deformación es la clave para garantizar la uniformidad de la estructura y el rendimiento de la placa de titanio, y es necesario establecer un modelo de control de acoplamiento multiparamétrico.
(1) Sistema de control de temperatura
Proceso de calentamiento: se adopta un sistema de calentamiento de tres etapas (sección de precalentamiento 600-700 ℃/sección de aislamiento 850-950 ℃/sección de calentamiento 900-980 ℃) y se utiliza un termómetro infrarrojo para lograr un monitoreo de temperatura en tiempo real
Control de temperatura del proceso de laminación: en la etapa de laminación de acabado, se utiliza un sistema de pulverización de rodillo (precisión de control del volumen de agua ±0,5 l/min) y un sistema de compensación de calentamiento por resistencia para controlar la fluctuación de temperatura de la pieza laminada dentro de ±20 ℃.
Gestión de la temperatura de laminación final: La distribución del campo de temperatura se predice mediante simulación de elementos finitos y se establece un modelo de tiempo de espera de temperatura entre pasadas para asegurar la temperatura de la pieza laminada. Asegúrese de que la temperatura final de laminación no sea inferior a 50 ℃ por debajo del punto de transformación de fase.
(2) Algoritmo para optimizar la reducción.
Distribución de reducción de múltiples pasadas: según el modelo de endurecimiento por trabajo del material, se utiliza un algoritmo genético para optimizar la distribución de la reducción en cada pasada para garantizar que la deformación de cada pasada sea "parabólica".
Ajuste de reducción dinámica: la fuerza de rodamiento se monitorea en tiempo real mediante un manómetro y el algoritmo de control PID difuso se utiliza para ajustar automáticamente la reducción para compensar el rebote del espacio entre rollos (precisión de compensación ±0,02 mm).
Control límite de deformación: establezca un criterio de reducción crítico (ε_c=0.6σ_s/K), donde K es el coeficiente de endurecimiento del procesamiento del material, asegúrese de que la reducción de una sola pasada no exceda el 85% del valor crítico
(3) Medidas para garantizar la uniformidad de la estructura.
Control del tamaño de grano: controle la fracción de volumen de recristalización dinámica a través del parámetro Z (Z=ε·exp(Q/RT)) y mantenga el valor Z entre 10-15 para obtener granos equiaxiales uniformes.
Optimización de la textura: utilice un proceso de laminado cruzado (gire la placa 45° por pasada), combinado con tecnología de laminado asíncrono (la diferencia en la velocidad de la línea entre los rodillos superior e inferior es del 10-15%), para debilitar eficazmente la textura de la superficie base.
Control de tensión residual: A través del proceso de laminado alternativo de tensión de tracción y tensión de compresión, combinado con el tratamiento de relajación de tensión durante el recocido, se controla la tensión residual dentro de ±20 MPa.
El proceso de laminación de placas de titanio requiere el establecimiento de una red de control de calidad de todo el proceso. Changzhou Bokang aprobó la certificación del sistema ISO9001/ISO13485 y creó un sistema de control de calidad de tres niveles de "inspección de materia prima, monitoreo del proceso y prueba de producto terminado":
Detección en línea: equipado con medidor de forma de placa, medidor de espesor, detector de superficie, para lograr el control en línea de la tolerancia de espesor ±0,02 mm y la tolerancia de forma de placa ±8I
Detección de organización: la tecnología EBSD se utiliza para analizar la orientación del grano para garantizar que el tamaño del grano ASTM Grado 8 tenga una proporción fina de ≥90 %.
Verificación del desempeño: Las propiedades mecánicas se verifican mediante prueba de tracción, prueba de impacto y prueba de corrosión. La resistencia a la tracción de la placa de titanio de grado médico es ≥850 MPa y el alargamiento es ≥18 %, lo que cumple con la norma ASTM F136.
Pruebas no destructivas: la tecnología de matriz en fase ultrasónica se utiliza para detectar defectos internos y garantizar una tasa de aprobación de detección de defectos del 100 %.
Actualmente, la tecnología de laminación de placas de titanio muestra tres tendencias de desarrollo principales:
Laminación inteligente: se establece un modelo de laminación virtual mediante tecnología de gemelo digital para lograr la optimización en línea de los parámetros del proceso;
Tecnología de formación casi neta: desarrollar tecnología de laminación continua de placas de titanio ultrafinas para lograr una producción continua de placas ultrafinas de 0,016 pulgadas;
Tecnología de fabricación ecológica: la tecnología de laminado electroplástico (EPR) se utiliza para reducir la temperatura de laminado entre 30 y 50 °C y reducir el consumo de energía.
 Consúltenos
Consúltenos
 ES
ES
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体